捆扎打包机与包装设备定制商
助力解决货物捆扎包装大难题超15年工业品捆扎与防护包装行业经验为您保驾护航

从业20年的包装工程师为您服务
13925967785
13925967785

使用PET塑钢带或钢带对储能锂电池模组进行捆扎包装要注意以下几点:
一是电芯堆叠工艺 将电芯、端板总成堆叠成模组,堆叠时需要注意不能有溢胶现象。堆叠时模组两侧需要对电芯对齐处理,两侧需要有对齐机构,侧面平面公差≤0.5mm。堆叠工装与电芯接触的地方不能对电芯造成损伤。对电芯进行堆叠基准面可根据乙方技术水平和电芯尺寸公差范围(目前电芯高度图纸公差0.5mm)、Busbar(硬)选取,但需保证极柱面水平公差≤0.3mm,同时不能出现因Z向高差因素引起的焊接缺陷。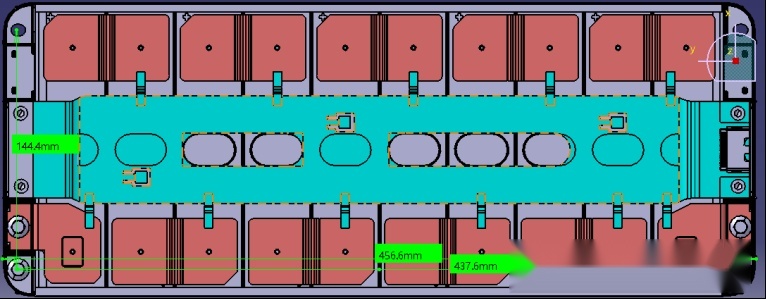
模组堆叠过程中,组件、电芯具备定位机构,居中堆叠,每堆叠一个组件需进行一次整形压紧(长度、宽度),整个过程中防止电芯短路。不得损坏电池及组件外观,不可造成电池绝缘蓝膜破损。堆叠前后都应该能够判断电芯极性符合模组的串并联规则。当判断出现异常时应能报警。
二是电芯捆扎带工艺 上(电芯上,极柱方向)绑带材质为钢带或PET塑钢带,预制成矩形到货。人工将钢带套进加压的模组内;下绑带为PET材质,成捆来料,采用打包机进行紧固捆扎,紧固力夹紧力150-500kgf可调。PET扎带接口处人工包布基胶布进行保护,避免温度或毛刺损坏电芯。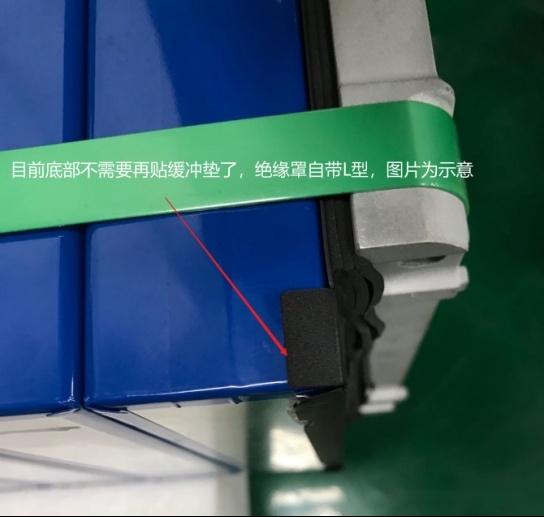
模块长度方向在加压过程中具备测量模组保压时长度功能,具备模组长度实时测量功能,记录模组压紧力。对压力和模组长度能实现实时防呆逻辑,当任一参数超限时能够报警且停止;模组夹紧力、尺寸能追溯。设备的装配压力精度1%,设备长度测量精度0.2mm。
需要很终控制模组端板的安装孔中心距绑带捆扎后需要测量模组端板的中心距是否在要求的范围内。需要夹持工装保证捆扎过程中对所有模组部件的定位。模组长度、宽度方向上的公差≤±0.2mm。
从堆叠完成到烘烤完成的过程中,电池模组始终有保压工装(重点保持模组长度方向)进行定型。模组抓取过程中要考虑性设计,机械抓手为整体式抓紧,禁止仅通过端板吊装孔抓取翻转。钢带从电芯极柱方向套入模组的过程中需设计相关绝缘防护措施。由于钢带是矩形整体到货。如果乙方方案是倒置堆叠,则需要提前将钢带预埋在托盘中,需要在后续工序中体现。


 M4K-10手动免扣钢带打包机
M4K-10手动免扣钢带打包机 GD35免扣式钢带打包机
GD35免扣式钢带打包机 A333免扣钢带捆扎打包机
A333免扣钢带捆扎打包机 QWK-32A气动无锁扣钢带打包机
QWK-32A气动无锁扣钢带打包机 QWK-16/19A气动免扣钢带打包机
QWK-16/19A气动免扣钢带打包机 MH35手动免扣钢带打包机
MH35手动免扣钢带打包机







